欢迎访问昆山爱科曼精密机械有限公司【官网】
语言选择:  ∷
∷ 
∷ ∷ 
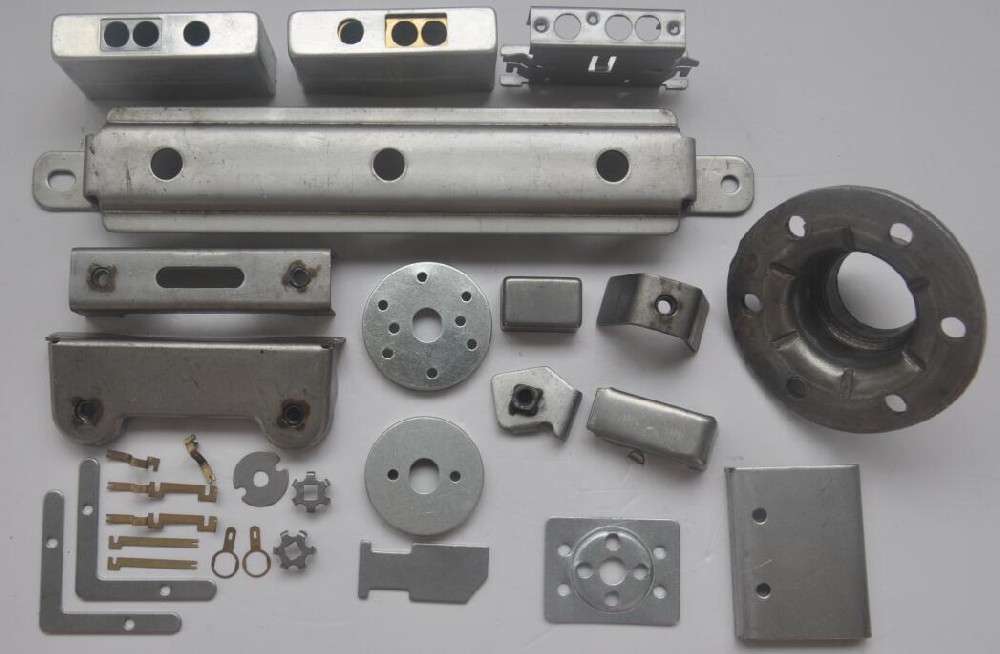
在压铸机的合模锁紧机构中,四根大杠及动、定型板在合模和压射时由于受到巨大的应力的作用,分别产生弹性变形和挠曲变形。当然.这些问题在设计压铸机时已经考.虑,只要压铸机选择适当.便可解决。
对于压铸模,它的模板、模座、型腔镶件的托板厚度、滑动型芯的楔形挡块、推出板以及联接螺钉等的刚性问题,在设计时必须认真考虑。
如果汽车模具的模板、模座的刚性不足,不但使用时易产 生飞边毛刺,阻碍压铸机的自动化生产,而且促进金属粘附汽车模具、型芯以及推杆经常继裂等生产故障。这样的汽车模具,其生产效率是非常低的.寿命也大大缩 短。所以,防止飞边毛刺的产生,也就是说,提高压铸模的刚性,是仅次于浇口方案选择的另一项重要工作。
产生飞边毛刺的其它原因,例如:汽车模具分型面精度不良.压射时峰压过高导致胀型力加大等,这些情况下产生飞边毛刺一般在压铸初期便表现出来 了。与此相反,如果只是由于汽车模具有刚性不足,只要不超出压铸机合模力范围,在压铸初期是不会产生飞边毛刺的。但随热膨胀按比例增加,合模力随之增大. 动模产生挠度变形,变形址从0 . lmm 开始.飞边毛刺便大虽增加。动模的挠度继续增加,金属液可能从汽车模具中飞溅出来,这对安全作业和稳定生产会造成很大威胁。
关于飞边毛刺产生与汽车模具变形之间的关系,日本压铸工业协会作了研究.在此加以引用,以便参考。
汽车模具的刚性不足,在合模时便会产生挠曲变形,当加上铸造压力后.挠曲变形达到最大.因此.如果把最大挠曲变形对控制在一定的范围内(一般应 在0 . lmm 以下,最好在0.04 ~0.08mm ) ,那么该汽车模具在投入压铸生产时便不会产生飞边毛刺。可以采取以下的措施:
( l )增加动模的厚度.准确地说.是增加汽车模具中型腔镶块后支撑板的厚度.
( 2 )正确设咒模座(垫块)的位置。
( 3 )灵活运用推出板的滑动导柱作为动模的戈撑柱以提高汽车模具的刚性。在设计这种方式时,必须要考虑到推杆和点式冷却管的布置,以免发生干涉。

Copyright © 2022 昆山爱科曼精密机械有限公司 All Rights Reserved. 地址:江苏省昆山市优德路318号 苏ICP备19021440号-1 XML地图 技术支持:风云网络